摘要:因孔板流量计壳体焊缝结构特殊,其流量计管道短接外形和厚度尺寸变化等因素影.响了无损检测方法的应用,为了解决壳体焊缝缺陷检出和厚度的测量问题,以及满足检测的要求,开展了时差衍射法超声检测、全聚焦相控阵超声检测和常规超声检测技术的检测试验,优化了超声检测方法,确保了检测的可靠性和准确性。通过检测数据分析,对不同超声检测方法的结构显示和.相关焊缝缺陷显示特征进行了总结,为开展类似的检测活动提供参考。孔板流量计壳体焊缝超声检测缺陷
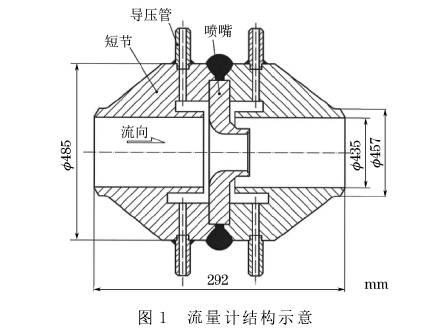
在电站锅炉的给水装置和供汽装置上装有较多的流量计,流量计上选用了焊接孔板,其常见结构如图1所示,壳体焊缝的品质无法保证,焊接接头大多存在焊缝超标缺陷,同时存在焊缝厚度不足、结构性应力集中、焊缝内部开裂等问题。
在排查安全隐患时,由于流量计壳体短节材料为碳钢,只能采用超声检测技术对壳体焊缝进行全面检测。如今工业超声检测技术发展迅速,可用方法有常规脉冲反射法超声检测(UT)、超声衍射时差法检测(TOFD)和相控阵超声检测(PAUT)结合流量计的外形规格尺寸、焊缝区域的厚度、底部和内部结构、人员技术水平、检测工艺和仪器设备状况等,综合考虑检测数据可记录、信号扫描显示、缺陷分辨率、可靠性、精准和高效等,笔者采用以上几种超声检测方法对其进行检测试验,得出TOFD超声检测具有较大技术优势的结论。采用TOFD检测时,现场在用流量计壳体焊缝的余高不需要打磨平,可一次性完成焊缝接头区域厚度的精准测量和焊缝根部危害性缺陷的检出。UT和PAUT检测时,均要对焊缝余高进行磨平处理后才能移动探头,使探头覆盖焊缝接头区域进行检测,采用斜探头检测焊缝缺陷,采用直探头测量厚度。另外,全聚焦相控阵超声技术(TFM)与传统相控阵超声检测技术有较大区别,具有技术优势,此方法在检测时同样要去除焊缝余高,但缺陷显示效果最佳,能形成高分辨率、完整的缺陷和结构的回波图形,能同时完成焊接接头的厚度测量和缺陷检测。
1检测方法
1.1超声衍射时差法
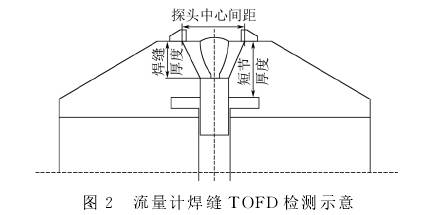
TOFD法采用一发一收探头工作模式,主要利用缺陷端点的衍射波信号检测和测定缺陷的位置及尺寸,该方法广泛用于焊缝检测中,在电站锅炉及管道范围内使用的焊接孔板流量计的焊缝厚度不超过50mm,可使用一组探头进行检测,聚焦深度选择与焊缝厚度一致,若未知焊缝厚度时,可选用接管的厚度,其检测示意如图2所示,
1.2相控阵超声检测
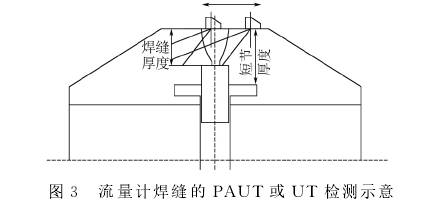
相控阵超声检测是利用多压电阵元和延迟控制来激励和接收超声波信号的,发射端的延迟法则控制声场的偏转和聚焦毕l,该检测方法广泛应用于焊缝的检测,常见的扫查方式是将扇形角度范围覆盖焊接接头的检测区域,其检测示意见图3.
1.3全聚焦相控阵超声检测
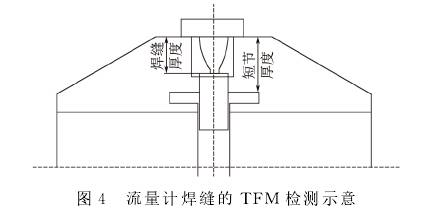
TFM方法以全矩阵数据为基础,多阵元相控阵探头依次激励每一个晶片,激发球形波入射至材料中,每一次发射后,材料中不连续的反射回波将同时被所有晶片接收,将检测信号通过后处理聚焦于检测区域中的每一个点上,利用检测区域中每一个点的幅值信息重构出二维图像,可获得高分辨率成像.效果,实现缺陷的准确定位及定量分析。流量计的焊缝TFM检测示意如图4所示,其能一次完成焊缝区域的厚度测量和缺陷检测341
2缺陷的模拟仿真
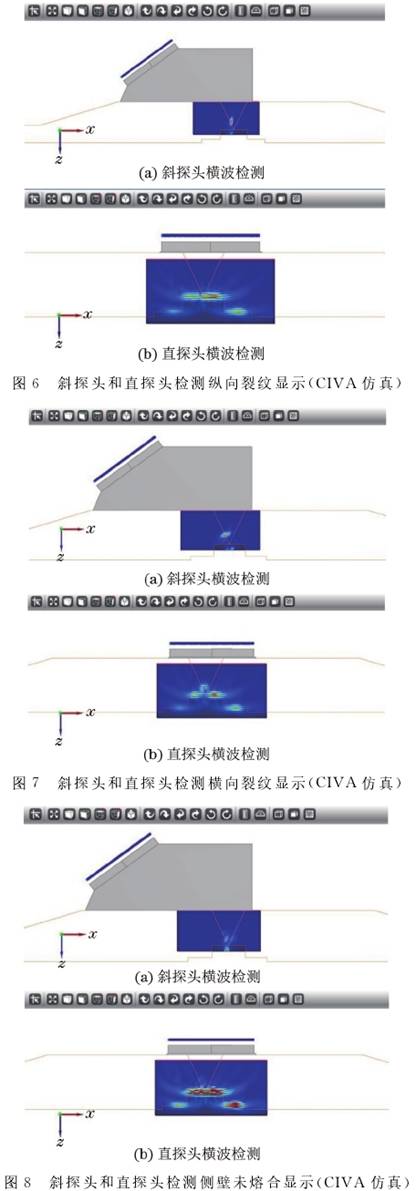
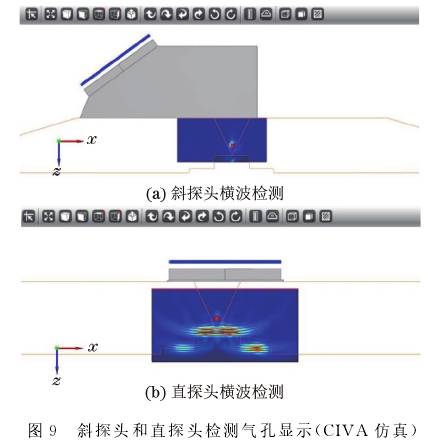
流量计壳体焊缝的缺陷主要位于焊缝根部,缺陷形式一般为未焊透、侧壁未熔合、裂纹、夹渣和气孔等毕,采用CIVA仿真软件对流量计壳体焊缝根部中的常见缺陷进行全聚焦相控阵超声检测,结果如图5~9所示
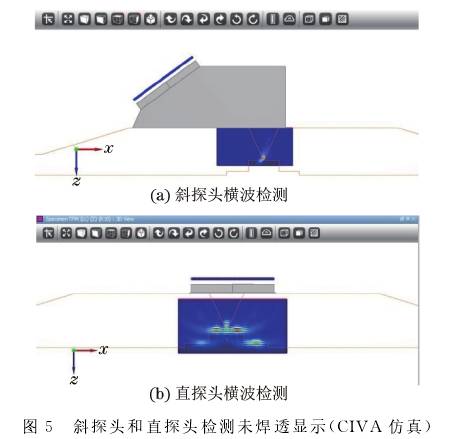
经过上述缺陷仿真结果的对比可知,斜探头相.控阵超声检测效果好于直探头的,尤其是在面状缺陷的显示方面。
3检测数据分析
3.1TOFD检测结构显示
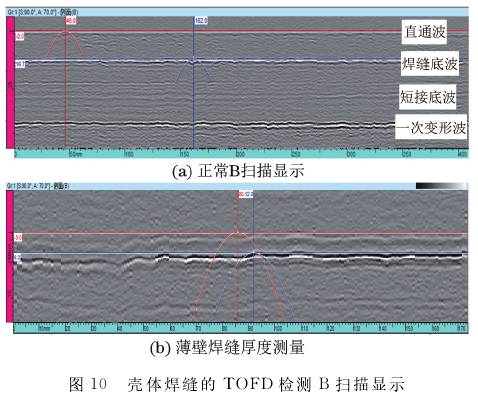
TOFD检测流量计壳体焊缝具有优势,能有效地发现焊缝中的裂纹等缺陷,此法的正常B扫描显示具有特点,能明显显示焊缝的底波,能准确测量焊缝的厚度,在焊缝厚度较小(如低于标准规定的12mm)时,焊缝底波也明显存在,但不能用于缺陷的检测,TOFD检测B扫描显示如图10所示
3.2TOFD检测缺陷显示
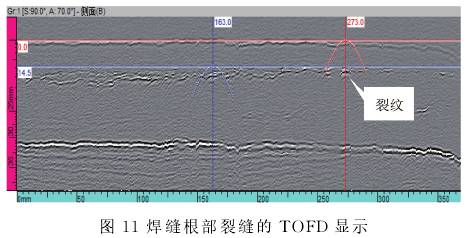
焊缝根部裂缝的TOFD显示如图11所示,可见只有裂纹的上端点显示,没有下端点显示,焊接接头部位底波受到影响
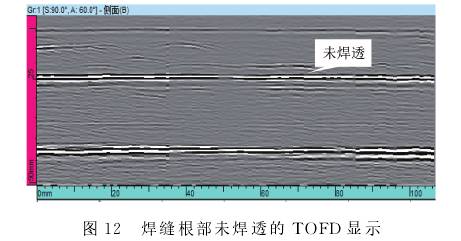
焊缝根部未焊透的TOFD显示如图12所示,上端点出现较直或圆弧状断续信号显示,焊接接头部位底波受到影响。
3.3相控阵检测结构显示
相控阵超声检测扫查方式是前后移动结合左右移动,以底部凹槽端角回波结构波显示开始为准,移动探头直到其显示消失为止,探头移动到不同位置时的显示如图13所示,重点观察A扫显示和S扇形显示的变化

3.4相控阵检测缺陷显示
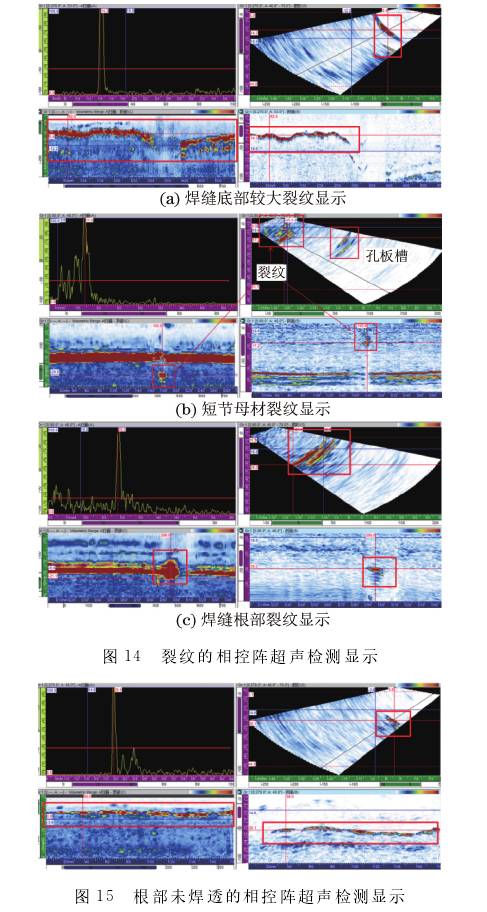
相控阵检测焊缝内部及根部上的裂纹显示如图14所示,S形扇扫从40°~70°角度范围均有不同程度的显示。
相控阵超声检测壳体焊缝根部未焊透的显示如图15所示,S形扇扫45°角度左右时端角反射较强,C扫描长度显示连续或断续,当深度显示值低于要求的焊缝厚度时就是未焊透。相控阵超声检测判定这种流量计壳体焊缝根部未焊透缺陷有一定的难度,容易与垫板焊缝根部间隙产生的反射回波相混而引起错判,无未焊透时一般没有信号,一旦产生信号需要进一步分析。
4结语
在用的焊接孔板流量计壳体接头的焊缝焊接部位厚度满足标准要求的情况下,首选TOFD检测方法较好,检测效率高,能一次完成焊缝缺陷检测和焊.缝厚度测量。通过实践应用,认为相控阵超声或常规超声检测方法的选用也是可靠的检测技术,但需要磨平去除焊缝余高,才能保证探头位置的移动以.覆盖整个焊缝截面,若将各种超声方法组合起来使用,将获得更加全面的焊缝检测数据。通过模拟仿真检测流量计壳体焊缝缺陷的显示结果进行分析,并对结构进行分析比较,建立起相关图谱,能准确地判断出缺陷性质。
以上内容源于网络,如有侵权联系即删除!