ժҪ:Ϊ�˽����������⾮��������������ɰ�����⣬���õ�Ч������ı��Һ�ס���Һ����״����ԭ�����������ƻ�е�ṹ�����Ż���ơ���ϸ�����˷�ɰ��װ�õĽṹ������ԭ������ɰ�����������Ƶļ���ָ�꼰����У������ֳ������������ԭ�д�ͳ���������ƣ���ɰ������������������������ɰ���ʣ���Ч��߲�������⾮�ɹ��ʡ�
0����
����Ŀǰ���������迹��ˮ����Ҫʵ�ֺ�ˮ���������ԣ���ˮ���õ絼������������������Ҫ�������������Ƶ������������Ƶ�ԭ���ͽṹ��������һ����ȱ��,����Ҷ������ת�������������������ƽӴ������е�������������Ҷ��ɰ���塣ͨ��ͳ�Ʒ������;���ɰ����������Ƭ������֧����Ҷ�ּ�϶С����м�����ɰ������Ҫԭ����ԭ�⾮��˾��ע�뾮�е����������ƴŸְ�װ������,���ɰ��ȡ�ýϺ�Ч����;ר�������¿����������ơ�����������������Ƶİ취���������ɰ����,��δ�ҵ���Ӧ��Ӧ�����ס��������ﴦ�ڿ����к��ڣ������ľ����ڳ�ɰ����������ͨ��ͳ�ƣ��ڲ����峧ɰ��ռ��70%,������������ԭ��;�����ɵ�ɰ��ռ��94%�����������Ƴ���ɰ������õ��IJ�Һ����,��Ϊ���ʲ����ṩ��ʵȷ�Ļ��ղ������ϣ��ﲻ��ָ�����↑��������Ŀ�ġ�Ϊ�˽���ɰ����,ͨ.����е��:���İ취ʵ�ֽ��
1��ɰ�����������ƽṹ����ɰ������ԭ��
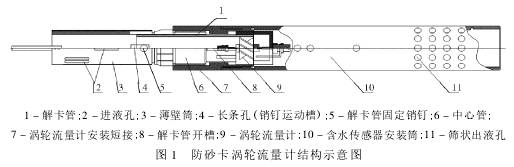
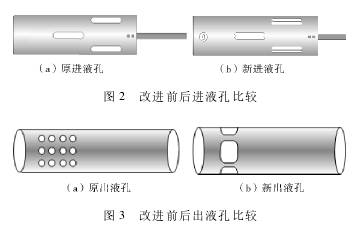
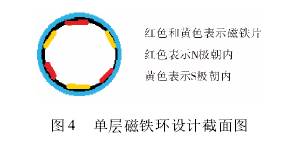
������ɰ�����������ƽṹ��ͼ1��ʾ����Ҫ�����������ơ�ɸ״��Һ�ס����������ư�װ�̽ӡ���ܡ���ܿ��ۡ����Ĺܡ�������(�����˶���7)������Ͳ����Һ�ס���̶ܹ���������ˮ��������װͲ��ɡ����õ�Ч�淨,����Һ��һ��Ϊ������Ϊ��2mm�ľ��ν�Һ�ף�����ӽ�Һ����ij���Ƭ���Ƭ��ɵ�ɰ������ͼ2��ʾ����ԭ��3�����͵ij�Һ��Ϊֱ��4mm������״��ɸ�ף�����������¾������дӳ�Һ���������ij���Ƭ����Ƭ��ɵ�ɰ������ͼ3��ʾ��
����������֧���ھ�����,��ܵ��ڱڳ䵱���ֵ��ڱ�,���ͨ���̶������̶��ڱ���Ͳ��,ͨ������ɡ������Ͳ��������ڳ����������˶�������ڽ�ܿ�������ͨ�������ܳɵ�֧��,����ɡ�Ĺ�����ʵ�������ܳɵ�֧���ڱ���Ҷ��֮��Ŀռ����Ӷ�ʵ�־��ڳ�ɰ��������С��Ƭ������֧����Ҷ�ּ�϶С��ɵ�ɰ���Ľ��
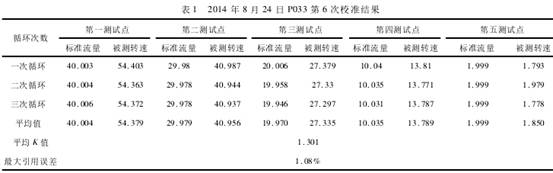
�����ڽ�ܵ˰�װ�Ÿ�,��ͼ4��ʾ,������������м����ۣ��������ҶƬ�Ÿ�������м��ɵ�ɰ����
2��Ҫ����ָ��
����20m3������������������������Ϊ3%����������1m3/d��֧����ǻֱ����13��80mm����Ϊ17��76mm����ܳ�18��90mm���⾶��17��00mm���ھ���13��80mm��
����40m3������������������������Ϊ3%����������2m3/d��֧����ǻֱ����17��76mm����Ϊ20��00mm����ܳ�18��90mm���⾶��19��30mm���ھ���17��76mm��
������ܶ���ÿ120����ȷֲ���16��1mm����2mm�۷죬�߲۳�24��6mm����2mm����ܵ˵������߹̶��ۿ�4mm����10mm
3����У
����Ϊ����֤������,��������Уʵ�֡�������װ2֧�ͺ�HK-ZS-40����,���ΪP033��P032,2֧HK-ZS-20���������ΪK001��K018,������������У��У����:����ˮ����2014��5��13�յ�2014��9��20��,�Ⱥ�У�迹��40��Ρ�
3.1���ڽ�ܡ���Һ�ס���Һ����ɵ�Ħ���;ֲ�����(�sС)������ʧ��Kֵȷ��
����KֵΪ��������,����״̬�£�����ת��ֻ���������������ֵ�������ʵ�ʲ���ʱ,�����������������ֵ����⣬���ֻ��ܵ������ճ��Ħ�������������ؼ��������ת����Ħ�����������ڽ������ֺ����ľֲ���������������������������ҶƬ������������䶨��ʽΪ:
K=��/2��(1)
����ʽ(1)��,KΪ��������,r/(m3?s);��Ϊ����ϵ������/m3��
�����������������������ǵ�λʱ���ڵ�λ�����������������ʱ,����ת��Ȧ���������������Ķ���ʽ��֪,Kֵ������������Χ�����ֵ�ƽ��ת�٣�Ҫ������ڵ���1��KֵԽ��������ת��Խ�죬��������ԽС����˽�ܡ���Һ�ס���Һ����ɵľֲ���������ʧ������Kֵ������ͨ��У����(2)ʽ����С���˷��Ϳ������������Kֵ��
N=K(Q-q)(2)
����ʽ(2)�У�NΪ����ת��ת��,r/s;QΪ������m3/d;qΪ����������m3/d.
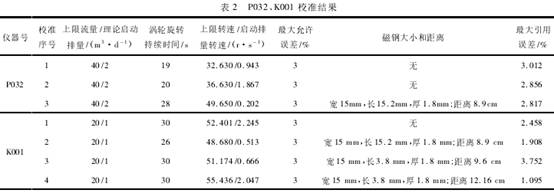
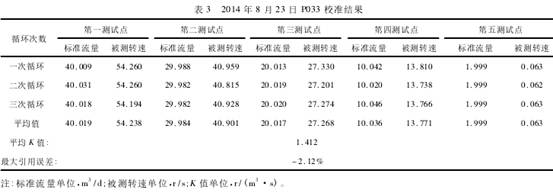
������1Ϊ2014��8��24��P033��6��У���������Уƽ��Kֵ1.301r/(m3?s),����1.0r/(m3?s),ͬʱ����������Ϊ1.08%��С������������3%����������2m2/dʱ��ƽ��ת��1.850r/s,���P033У�ϸ�ͬ��,P032��K001��K018�Ⱥ�У�ϸ���ˣ�����������������������ϸ��ǰ����,Kֵ���ڵ���1,Kֵ�������۽�ܡ���Һ�ס���Һ����ɵľֲ�������ʧ��
ע:��������λ��m3/d;����ת�ٵ�λ,r/s;Kֵ��λ��r/(m2?s)��
3.2ȷ������ҶƬת���ij���ʱ��
��������ҶƬ��ת���ij���ʱ����ָ���ֵ��Ժú���һ���������£�����ҶƬ��ת����ʼ��ֹͣ��ʱ�䡣�ɱ�2��֪,P032��1��Уʱ���װ��ĩ��û�а�װ�Ÿ֣����ֵ��Խ������ʱ��19s,����������3.012%���ϸ���������2m3/dʱ��ƽ��ת��Ϊ0.943r/s,������Ȼû��ת��,���ѽӽ�ת����P032��2��Уʱ���װ��ĩ��û�а�װ�Ÿ֣����ֵ��Խ������ʱ��20s,����������2.856%�ϸ���������2m3/dʱ,����ת��,ƽ��ת��Ϊ1.867r/s��K001��1��Уʱ���װ��ĩ��û�а�װ�Ÿ֣����ֵ��Խ������ʱ��30s,����������2.458%�ϸ���������1m3/dʱ������ת����ƽ��ת.��Ϊ2.245r/s��P032��K001��У�������������������ʱ������ҶƬת���ij���ʱ�䳬��20s,�Ϳ��Ա�֤��������������������ϸ�Ϊ���������������У���ȣ�Ӳ�Թ涨Ϊ�˱�֤��������������ҶƬת���ij���ʱ��Ϊ30s��
3.3�Ÿ�λ�úʹ�С��ȷ��
�����ɱ�2��֪,�װ��ĩ��ճ����15mm����15.2mm����1.8mm�Ļ��δŸ�,��װ�������������ƴŸ�8.9cmʱ,P032��3������ҶƬת������ʱ��28s,40m3/dƽ��ת��49.650r/s;ͬ���ĴŸִ�С�Ͱ�װ���룬K001��2�ε�������,Ҷ��ת������ʱ��26s,����������1.908%�ϸ���������1m3/dʱ,ƽ��ת��0.513r/s,���ϸ�K001��3�Σ��װ��ĩ��ճ����15mm����3.8mm����1.8mm�Ļ��δŸ֣���װ�������������ƴŸ�9.6cm,����û�е��Գ���ʱ��30s,��У�������������3.752%���ϸ���������1m3/dû��������ƽ��ת��0.666r/s���ϸ�K001��4�Σ����µ������֣�����ʱ��30s,ͬʱ����15mm����3.8mm����1.8mm�Ļ��δŸ�,�������������ƴŸֵľ������Ϊ12.16cm,����������1.095%����������1m3/d����,ƽ��ת��2.587��������ȷ�����δŸֿ�15mm����3.8mm����1.8mm,�������������ƴŸֵľ���Ϊ12.16cm����ʱ����������������ʱ������ҶƬת����
3.4���Ĺܡ��װ�ò���ȷ��
�������װ���¶˻��δŸ�ȥ���������µ������֣��������3�����ֵ��Խ������ʱ��35s,��Ȼ���-2.12%�ϸ���������2m3/d��û���������Ÿ�ȥ������ʲôԭ����?2014��8��24�ռ�����,���Ĺܡ��װ�ñ��Ż��������дų�Ӱ�����������������������������Ĺܱ���Ͳ����У,�ظ�У13��,���Ϊ�ֱ�Ϊ1.38%��1.474%��1.143%��1.166%��1.247%��1.082%��1.640%��1.709%��1.313%��1.26%��1.227%��1.114%,KֵΪ1.29���ҡ��ӽ����֪,����P033���ԡ��ȶ��ԡ��ظ������á��������Ĺܡ��װ�ñ���Ϊ�����Ų��ϡ�
4�ֳ�Ӧ��
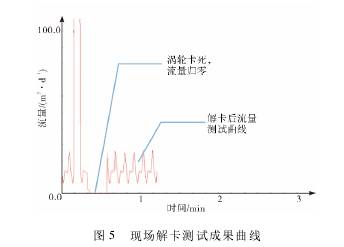
������ɰ�����������������ӳɹ��370���Σ��ֳ����������ͼ5���ղ���ʱ������ҶƬת����������Լ��20s���ң�����������������ʵ����������߹��㡣ͨ��������о������ɡ����Լ15s���ٿ�ɡ��һо����������ԣ�����ҶƬͨ��˲�俪��ɡ��������Ҷ�������ֿ���֮��Ŀռ䣬����ͨ������ҶƬ��ת�����������߿��Կ���,�ڽǰ�ͽ��,������ת--�£���Ϊ15m3/d���ң����ҽǰ����һ�£����������ƽװ����Ч��������;���ɰ����Ƭ����϶С��ɵ�ɰ����ɰ������ԭ�ȵ�70%���͵�30%��ʵ���˲�Һ��������ȷ���ԡ�
�������ֳ�Ӧ���з��֣��Ÿ̶ֹ�����AB��Ч�������룬��һ���о���ô�̶��Ÿ֣��ų��Ĵ�С��ôȷ����������ִŸ�������м��ɵ�ɰ����
5����
1)Kֵ���Ժ����װ�á���Һ�ס���Һ�ס����δŸ���ɵ�Ħ���;ֲ�������ʧ;
2)�ڽװ��ĩ��ճ����15mm����3.8mm����1.8mm�Ļ��δŸ֣��������������ƴŸֵľ���Ϊ12.16cmʱ,��������������������������ɲ�����;
3)���Ĺܡ��װ�ñ����Dz����Ų���,��������������������;
4)�Ÿ̶ֹ�����AB��Ч�������룬��һ���о��ų��Ĵ�С�ʹŸ̶ֹ���ʽ��
��������Դ�����磬������Ȩ��ϵ��ɾ��!